


Endüstriyel üretimde parça takibi, kalite kontrol süreçleri ve izlenebilirlik standartları söz konusu olduğunda, nokta vuruşlu markalama yöntemi sektörün en güvenilir çözümleri arasında yer alır. Metal ve sert yüzeylere kalıcı işaretleme yapma ihtiyacı duyan otomotiv, havacılık, makine imalatı ve savunma sanayisi firmaları için bu teknoloji vazgeçilmez bir araç haline gelmiştir. Yüzey üzerinde fiziksel iz bırakarak çalışan bu sistem, mürekkep veya kimyasal madde kullanmadığı için hem çevre dostu hem de uzun ömürlü sonuçlar sunar. Üretim hattında seri numarası, parti kodu, logo veya karekod gibi bilgilerin silinmeden parça üzerinde kalması gerektiğinde tercih edilen yöntem, doğru ekipman seçimiyle birlikte yüksek verimli bir markalama deneyimi sağlar.
Nokta Vuruşlu Markalama Sistemi Nasıl Çalışır?
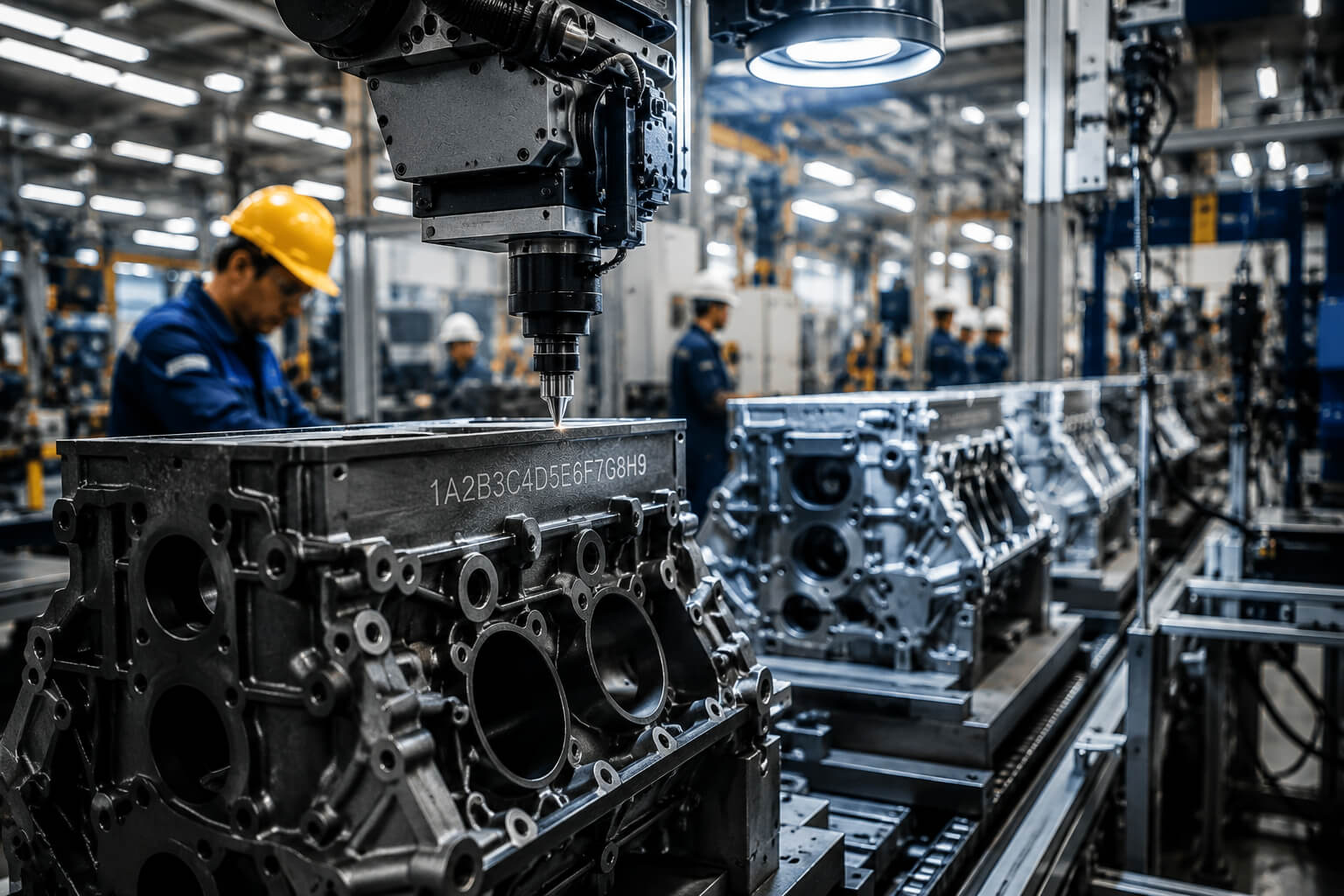
Sistemin temel çalışma prensibi, sertleştirilmiş bir iğne ucunun yüzeye belirli bir basınçla peş peşe vurması esasına dayanır. İğne her vuruşunda malzeme üzerinde küçük bir nokta oluşturur ve bu noktalar bir araya gelerek harfleri, rakamları veya grafiksel sembolleri meydana getirir. Markalama makinasının kontrol ünitesi, bilgisayar üzerinden gelen tasarımı koordinat sistemine çevirir ve iğnenin X-Y ekseninde hareket etmesini sağlar.
İğnenin yüzeye temas ettiği her noktada oluşan derinlik, malzemenin sertliğine ve uygulanan basınca göre değişiklik gösterir. Operatör, kontrol panelinden vuruş hızını, derinliğini ve karakter boyutunu ayarlayabilir. Bu sayede aynı makine ile hem küçük yazılar hem de büyük logolar rahatlıkla işlenebilir. Genellikle 0,1 milimetreden 0,5 milimetreye kadar değişen derinliklerde markalama yapılır, bu derinlik aralığı parçanın yapısal bütünlüğünü bozmadan kalıcı bir iz bırakmak için yeterlidir.
Makinenin çalışması sırasında yazılım, tasarımı vektör formatından nokta dizilimine dönüştürür ve iğne her bir noktayı sırayla yüzeye işler. İşlem süresi karakter sayısına ve markalama alanına göre değişiklik gösterir; ortalama bir seri numarası yalnızca birkaç saniye içinde tamamlanır. Nokta vuruşlu markalama makinası seçerken üretim hattınızdaki parça çeşitliliğini ve günlük markalama hacmini göz önünde bulundurmak, doğru modeli belirlemede önemli bir kriterdir.
Pnömatik ve Elektromanyetik Vuruş Sistemleri Arasındaki Farklar
İki sistem arasındaki temel ayrım, iğneye hareket veren güç kaynağında ortaya çıkar. Pnömatik modellerde basınçlı hava kullanılır ve genellikle 4-6 bar arasındaki hava basıncı iğneyi yüzeye iter. Bu sistem, daha derin ve belirgin markalama gerektiren ağır metallerde tercih edilir. Yüksek karbonlu çelik, döküm parça veya sert paslanmaz alaşımlar üzerinde net sonuçlar verir. Ancak çalışma için bir kompresöre ihtiyaç duyması, kurulum maliyetini ve enerji tüketimini bir miktar artırır.
Elektromanyetik sistemlerde ise iğne hareketini bir solenoid bobini sağlar. Bu yapı, kompresör gerektirmediği için daha sessiz çalışır ve daha az alan kaplar. Hassas markalama isteyen elektronik komponentler, alüminyum etiketler veya ince saç parçalar için ideal bir çözümdür. Elektromanyetik modellerin kurulumu pratiktir ve enerji verimliliği yüksektir, fakat çok sert malzemelerde pnömatik modeller kadar derin iz bırakamaz. Hangi sistemin tercih edileceği, markalanacak malzemenin sertliği ve üretim ortamının koşullarına göre belirlenir.
Nokta Vuruşlu Markalama Hangi Malzemelerde Tercih Edilir?
Bu teknoloji, geniş bir malzeme yelpazesinde başarılı sonuçlar verdiği için endüstrinin pek çok kolunda kullanım alanı bulur. Sertlik değeri 62 HRC seviyesine kadar olan metallerde rahatlıkla çalışabilen iğneler, doğru parametre ayarlarıyla birlikte ince yüzeylerde bile deformasyon oluşturmadan markalama yapar. Malzeme seçiminde dikkat edilmesi gereken nokta, yüzeyin düz veya hafif eğimli olması ve titreşime karşı sabitlenebilmesidir.
Yüzeyin pürüzlülüğü, kaplaması ve sıcaklığı da markalama kalitesini doğrudan etkileyen faktörler arasında yer alır. Boyalı yüzeylerde markalama yapılabilir ancak boya tabakası altındaki ana malzemenin de işlenmesi için iğne derinliği buna göre ayarlanmalıdır. Yağlı veya kirli yüzeylerde markalama öncesi temizlik yapılması, sonucun keskinliği açısından önerilir.
Metal Yüzeylerde Markalama (Çelik, Alüminyum, Paslanmaz)
Karbon çeliği ve döküm çelik parçalarda nokta vuruşlu markalama, en yaygın kullanılan yöntemlerden biridir. Vana gövdeleri, dişli kutuları, şanzıman parçaları ve hidrolik silindirler üzerindeki seri numaraları genellikle bu yöntemle işlenir. Çelik malzemenin sertliği, iğnenin bıraktığı izin yıllar boyunca okunabilir kalmasını sağlar. Korozyon, ısı veya mekanik aşınma gibi etkenlere rağmen markalama silinmez.
Alüminyum, daha yumuşak yapısı nedeniyle daha düşük basınçla işlenir. Otomotiv yedek parçalarında, jant üreticilerinde ve havacılık komponentlerinde alüminyum yüzeylere yapılan markalama, hem estetik hem de fonksiyonel açıdan önemli bir yere sahiptir. İğne ucunun basıncı doğru ayarlanmadığında alüminyumda istenmeyen çatlaklar oluşabilir, bu nedenle deneyimli operatörler malzeme türüne göre özel programlar oluşturur.
Paslanmaz çelik yüzeylerde markalama yaparken yüzeyin yansıtıcı özelliği ve sert yapısı göz önünde bulundurulur. Gıda ekipmanları, medikal aletler ve kimya endüstrisinde kullanılan paslanmaz parçalarda, hem yüzey bütünlüğünü koruyan hem de net görünür izler bırakan markalama tercih edilir. Paslanmaz yüzeylerde oluşturulan noktasal izler, hijyenik gereklilikleri bozmadan kalıcı kimlik bilgisi sunar.
Sert Plastik ve Döküm Alaşımlar Üzerindeki Uygulamalar

Mühendislik plastikleri olarak bilinen POM, PA6, PEEK ve sert PVC gibi malzemeler de bu yöntemle markalanabilir. Plastik yüzeyler metal kadar sert olmadığından iğne basıncı çok hassas ayarlanır. Aksi takdirde malzemede çatlama veya kabarma görülebilir. Elektronik sektöründe kullanılan plastik muhafazalar, otomotivdeki iç trim parçaları ve beyaz eşya komponentleri bu yöntemle işaretlenir.
Döküm alaşımlarda ise yüzeyin pürüzlü yapısı markalama parametrelerinin değiştirilmesini gerektirir. Pik döküm, sfero döküm ve alüminyum döküm parçalar genellikle pürüzlü bir yüzeye sahip olduğundan iğne derinliği biraz daha fazla tutulur. Bu sayede pürüzlü yüzeyde bile karakterler net bir şekilde okunabilir. Motor blokları, pompa gövdeleri ve sanayi tipi armatürler bu uygulamanın en yaygın örnekleri arasındadır.
Kalıcı Seri Numaralandırma ve İzlenebilirlik

Modern üretim anlayışında her parçanın geçmişini takip edebilmek, kalite yönetimi açısından zorunlu bir gereklilik haline gelmiştir. Üretim tarihinden hammadde lotuna, geçtiği montaj hattından test sonuçlarına kadar tüm verilerin bir kimlik numarası altında tutulması gerekir. Nokta vuruşlu markalama, bu kimliğin parça üzerinde silinmeyecek şekilde yer almasını sağlayan en güvenilir yöntemlerden biridir.
Üretim sonrası kontrol süreçlerinde, sahada yaşanan arıza analizlerinde veya garanti kapsamındaki iadelerde, parça üzerindeki seri numarası tüm bilgilere ulaşmanın anahtarıdır. ISO 9001, IATF 16949 ve AS9100 gibi kalite standartları, izlenebilirlik konusunda firmaları kalıcı markalama yapmaya zorlar. Bu kapsamda yapılan markalamanın hem mekanik darbelere hem de kimyasal etkilere dayanıklı olması beklenir.
Otomotiv ve Havacılık Sektöründe Parça Takibi

Otomotiv endüstrisinde her bir komponent için ayrı bir izlenebilirlik zinciri kurulmuştur. Motor blokları, krank milleri, şanzıman dişlileri, fren disklerine kadar pek çok parça üretim hattından çıkmadan önce nokta vuruşlu yöntemle markalanır. Bu sayede yıllar sonra yapılan bir geri çağırma kararında, problemli parti hızla tespit edilip sadece etkilenen araçlar geri toplanır. Geniş çaplı geri çağırmaların önüne geçen bu sistem, üreticiye hem maliyet avantajı hem de marka itibarı kazandırır.
Havacılık sektöründe ise izlenebilirlik standartları çok daha sıkıdır. Uçak gövdesinin bir cıvatasından türbin kanatlarına kadar her parça, üretim aşamasından itibaren benzersiz bir kimliğe sahiptir. Bu parçaların binlerce uçuş saati boyunca yüksek sıcaklık, basınç ve titreşim altında çalıştığı düşünüldüğünde, üzerlerindeki markalamanın da aynı koşullara dayanıklı olması gerekir. Nokta vuruşlu markalama, havacılık otoritelerinin onayladığı yöntemler arasında yer alır ve uçuş güvenliğinin temel taşlarından birini oluşturur.
Karekod (Data Matrix) ve Barkod Markalama Teknikleri

Geleneksel alfanümerik seri numaralarının yanı sıra, modern üretim hatlarında karekod ve barkod uygulamaları da yaygınlaşmıştır. Özellikle Data Matrix kodları, küçük alanlara çok fazla veri sığdırabilmesi nedeniyle nokta vuruşlu makinelerde sıklıkla tercih edilir. 5x5 milimetrelik bir alana 50 karaktere kadar bilgi yerleştirilebilir, bu da küçük parçalarda büyük bir avantaj sağlar.
Karekod markalamasında her bir hücre, iğnenin bıraktığı bir veya birkaç noktayla oluşturulur. Endüstriyel barkod okuyucular bu noktasal yapıyı sorunsuz okuyabilecek şekilde tasarlanmıştır. Üretim hattındaki kameralı sistemler, geçen her parçanın karekodunu tarayıp veritabanına işler ve böylece tam otomatik bir izlenebilirlik akışı kurulmuş olur. Bu yöntem, manuel veri girişinden kaynaklanan hataları ortadan kaldırır ve üretim verimliliğini ciddi oranda artırır.
Nokta Vuruşlu Markalamanın Avantajları Nelerdir?

Pek çok markalama yöntemi arasında bu teknolojinin öne çıkmasının somut nedenleri vardır. Hem işletme maliyetleri hem de uzun vadeli kullanım performansı açısından sağladığı kazanımlar, üreticilerin tercihlerini belirleyen başlıca unsurlardır:
- Düşük işletme maliyeti: Mürekkep, sarf malzeme veya gaz tüketimi olmadığı için birim parça başına maliyet son derece düşüktür. Tek harcanan kalem, iğne ucunun belirli aralıklarla değiştirilmesidir.
- Yüksek dayanıklılık: Yüzeyde fiziksel iz bırakıldığı için ısı, kimyasal madde, UV ışınları veya mekanik aşınma markalamayı silmez. Parça ömrü boyunca okunabilir kalır.
- Geniş malzeme uyumu: Sertlik, yumuşaklık, pürüzlü veya pürüzsüz yüzey ayrımı yapmaksızın pek çok malzeme üzerinde başarılı sonuç verir.
- Hızlı üretim: Bir seri numarası ortalama 2-5 saniye içinde tamamlanır, bu da üretim hattında darboğaz yaratmaz.
- Düşük bakım gereksinimi: Mekanik parçaların sayısı sınırlıdır ve düzenli temizlik dışında özel bir bakım protokolü gerektirmez.
- Çevre dostu yapı: Atık üretmez, kimyasal madde kullanmaz ve enerji tüketimi düşük seviyededir.
- Geniş yazılım desteği: Modern modeller fabrika otomasyon sistemlerine entegre edilebilir, ERP yazılımlarıyla iletişim kurarak otomatik seri numarası üretebilir.
- Esnek konumlandırma: Sabit modellerin yanında taşınabilir versiyonları sayesinde, büyük ve hareketsiz parçalar üzerinde yerinde markalama yapılabilir.
Üretim hattınızda hangi tür parçaları işlediğinize ve günlük markalama hacminize bağlı olarak farklı modeller arasından seçim yapabilirsiniz. Doğru ekipman tercihi, hem yatırım geri dönüşünüzü hızlandırır hem de uzun yıllar boyunca sorunsuz bir markalama performansı sunar. SFA Makina olarak, endüstriyel ihtiyaçlarınıza uygun nokta vuruşlu markalama çözümleri konusunda teknik destek ve danışmanlık hizmeti veriyoruz.
Bize Ulaşın
Yorum Yapın