


Fiber lazer tezgâhınızda aynı sacı keserken bile oksijenden azota geçtiğiniz anda hem kesim yüzeyi hem de gaz faturanız tamamen değişir. Lazer kesimde sonucu belirleyen tek faktör makinenin gücü değildir; çoğu zaman asıl farkı yaratan, kesim sırasında kullanılan yardımcı gazdır (assist gas). Bu gaz seçimi kesim hızını, kenar kalitesini ve parça başına maliyeti doğrudan etkiler. En çok tercih edilen iki gaz ise oksijen ve azottur. Bu yazıda her iki gazın nasıl çalıştığını anlatacak ve "hangi malzemede hangi gazı kullanmalıyım?" sorusuna net bir yanıt vereceğiz.
Lazer Kesimde Yardımcı Gazın Görevi Nedir?

Yardımcı gaz denilince çoğu kişinin aklına sadece soğutma gelir, ancak gazın asıl işi bundan çok daha fazlasıdır. Lazer ışını metali eritir, fakat bu eriyen metalin (cürufun) kesim kanalından dışarı atılması gerekir. İşte bu noktada gaz devreye girer ve eriyen malzemeyi yüksek basınçla aşağı doğru üfleyerek kesim hattını temizler.
Bu üfleme işlemi yapılmazsa eriyen metal kesim kanalında birikir, kenarda çapak oluşur ve kesim yarıda kalabilir. Yani gaz, lazerin yarattığı eriyiği sürekli uzaklaştırarak temiz ve sürekli bir kesim sağlar.
Gazın ikinci görevi ise mercek ve nozül bölgesini korumaktır. Kesim sırasında yukarı sıçrayan parçacıkların optik bileşenlere zarar vermesini engeller. Özetle yardımcı gaz; cürufu uzaklaştıran, kesim bölgesini temizleyen ve makineyi koruyan kritik bir bileşendir. Hangi gazı seçtiğiniz de bu görevlerin nasıl gerçekleşeceğini belirler.
Oksijen ile Lazer Kesim (Özellikler ve Avantajlar)
Oksijenle kesimde işin mantığı, gazın sadece bir taşıyıcı değil aynı zamanda bir yakıt gibi davranmasına dayanır. Oksijen yanıcı bir gazdır ve lazer ışınıyla birleştiğinde metalle ekzotermik bir reaksiyon, yani bir yanma tepkimesi başlatır. Bu tepkime kesim bölgesinde ekstra ısı üretir.
Bu ek ısı, özellikle kalın malzemelerde büyük bir avantaja dönüşür. Kalın karbon çeliği (siyah sac) keserken oksijenin ürettiği bu ilave enerji sayesinde, normalde gerekenden daha düşük lazer gücüyle kesim yapabilirsiniz. Bunun anlamı şudur: daha kalın sacları daha hızlı ve daha az enerjiyle kesebilirsiniz. Bu da oksijeni kalın çelik işleyen atölyeler için ekonomik bir tercih hâline getirir.
Madalyonun diğer yüzünde ise oksidasyon vardır. Oksijen kimyasal olarak metalle tepkimeye girdiği için kesim yüzeyinde bir oksit tabakası, yani kararma bırakır. Bu kararmış kenar gözle hemen fark edilir. Parça boyaya ya da kaynağa gidecekse bu oksit tabakasının temizlenmesi gerekir; aksi halde boya tutmaz veya kaynak dikişinde sorun çıkar.
Dolayısıyla oksijen, hızı ve düşük maliyeti ön planda tutan kalın sac uygulamaları için güçlü bir seçenektir, ancak işlem sonrası temizlik ihtiyacını da beraberinde getirir.
Azot (Nitrojen) ile Lazer Kesim (Özellikler ve Avantajlar)
Azot tarafında işin mantığı tamamen değişir. Azot asal bir gazdır, yani metalle kimyasal bir tepkimeye girmez. Oksijenin aksine herhangi bir yanma reaksiyonu yaratmaz; tek görevi eriyen malzemeyi yüksek basınçla kesim kanalından dışarı itmektir. Bu nedenle azotla yapılan kesime çoğu zaman "soğuk kesim" denir.
Reaksiyon olmadığı için kesim yüzeyinde oksitlenme de olmaz. Sonuç parlak, temiz ve pürüzsüz bir kenardır. Bu özellik özellikle görünür yüzeylerin önem taşıdığı işlerde çok kıymetlidir. Paslanmaz çelik, alüminyum ve pirinç gibi metaller azotla kesildiğinde kenarda kararma görülmez ve parça estetik açıdan kusursuz çıkar.
Azotun en büyük pratik avantajı ise işlem sonrasında kazandırdığı zamandır. Kesilen parça herhangi bir taşlama veya temizlik gerektirmeden doğrudan boyaya ya da kaynağa gönderilebilir. Bu da seri üretimde ciddi bir iş gücü ve zaman tasarrufu anlamına gelir.
Bununla birlikte azotun bir maliyet tarafı vardır. Eriyen malzemeyi kimyasal yardım almadan, sadece basınçla itmek zorunda olduğu için çok daha yüksek basınca ihtiyaç duyar. Yüksek basınç da yüksek gaz tüketimi demektir. Bu yüzden azotla kesimde gaz sarfiyatı ve buna bağlı maliyet, oksijene göre belirgin şekilde yüksektir.
Basınçlı Hava ile Kesim: Ekonomik Bir Üçüncü Seçenek
Oksijen ve azot tartışmasında çoğu zaman atlanan ama atölyelerde giderek yaygınlaşan bir alternatif daha var: basınçlı hava. Hava yaklaşık olarak yüzde 78 azot ve yüzde 21 oksijen içerdiği için bu iki gazın özelliklerini bir arada barındırır.
Basınçlı havanın en güçlü yanı maliyetidir. Tüpten ya da likit tanktan gaz almak yerine, uygun bir kompresör ve filtreleme sistemiyle havayı kendiniz üretirsiniz. Bu da özellikle ince sac kesen atölyelerde gaz giderini neredeyse sıfıra yaklaştırır.
Tabii havanın da sınırları vardır. İçindeki oksijen oranı nedeniyle kesim yüzeyinde hafif bir sararma veya kararma görülebilir; bu yüzden azot kadar temiz bir kenar beklenmemelidir. Ayrıca havanın iyi kurutulması ve yağdan arındırılması şarttır, aksi halde kesim kalitesi düşer ve optik aksam zarar görür. Özetle basınçlı hava, ince sacta maliyeti düşürmek isteyen ve orta düzeyde yüzey kalitesiyle yetinebilecek işler için akıllıca bir orta yol olabilir.
Oksijen ve Azot Karşılaştırması (Özet Tablo)
Yukarıda iki gazı ayrı ayrı inceledik. Şimdi karar verirken hızlıca göz atabileceğiniz bir özet tablo ile aradaki temel farkları yan yana koyalım.
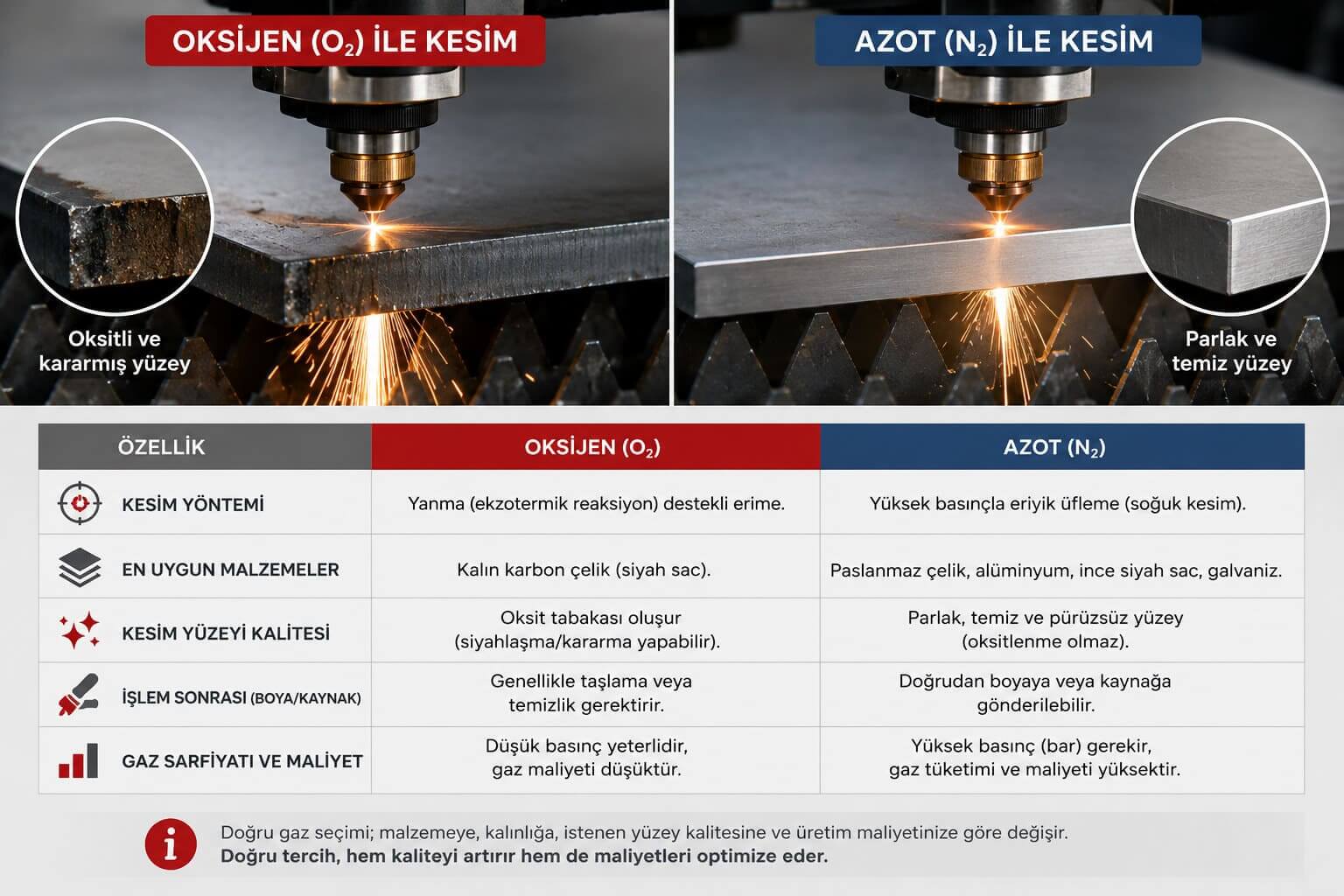
| Özellik | Oksijen (O2) ile Kesim | Azot (N2) ile Kesim |
|---|---|---|
| Kesim Yöntemi | Yanma (ekzotermik reaksiyon) destekli erime. | Yüksek basınçla eriyik üfleme (soğuk kesim). |
| En Uygun Malzemeler | Kalın karbon çelik (siyah sac). | Paslanmaz çelik, alüminyum, ince siyah sac, galvaniz. |
| Kesim Yüzeyi Kalitesi | Oksit tabakası oluşur (siyahlaşma/kararma yapabilir). | Parlak, temiz ve pürüzsüz yüzey (oksitlenme olmaz). |
| İşlem Sonrası (Boya/Kaynak) | Genellikle taşlama veya temizlik gerektirir. | Doğrudan boyaya veya kaynağa gönderilebilir. |
| Gaz Sarfiyatı ve Maliyet | Düşük basınç yeterlidir, gaz maliyeti düşüktür. | Yüksek basınç (bar) gerekir, gaz tüketimi ve maliyeti yüksektir. |
Tablodan da görüleceği gibi seçim bir "iyi,kötü" meselesi değil, bir "doğru iş için doğru gaz" meselesidir. Her gaz kendi alanında üstündür.
Gaz Seçimini Etkileyen Diğer Faktörler

Gaz türü kadar, o gazı nasıl kullandığınız da kesim sonucunu belirler. Aynı azotu iki farklı atölyede çalıştırdığınızda, ayarlar yanlışsa biri pırıl pırıl kenar verirken diğeri çapaklı parça çıkarabilir. Karar verirken aşağıdaki faktörleri de mutlaka göz önünde bulundurmak gerekir:
- Malzeme kalınlığı: İnce saclarda azot ya da hava çok temiz sonuç verirken, kalınlık arttıkça oksijenin sağladığı ek ısı avantajı öne çıkar.
- Gaz basıncı (bar): Azot yüksek basınç ister, oksijen ise düşük basınçla çalışır. Yanlış basınç, hem kaliteyi düşürür hem de gazı boşa harcar.
- Nozül çapı ve durumu: Nozülün çapı ve temizliği, gazın kesim bölgesine ne kadar verimli ulaştığını belirler. Aşınmış bir nozül en pahalı gazı bile boşa harcar.
- Gaz saflığı: Özellikle paslanmaz ve alüminyumda kullanılan azotun saflık oranı, parlak yüzeyin elde edilmesinde belirleyicidir.
- Parçanın kullanım yeri: Görünür bir dekoratif parçayla, gözden uzak bir konstrüksiyon parçası farklı yüzey beklentilerine sahiptir.
Bu faktörler tek başına gaz seçiminden bağımsız düşünülemez. Doğru gazı seçseniz bile basınç, nozül ve saflık ayarlarını ihmal ederseniz beklediğiniz kaliteyi yakalayamazsınız.
Hangi Gazı Seçmeliyim? (Maliyet vs. Kalite)
Buraya kadar anlattıklarımızın özü tek bir cümlede toplanır: doğru gaz, ürettiğiniz parçanın nereye gideceğine bağlıdır. Seçimi karmaşık hâle getiren şey aslında basit bir dengedir; bir tarafta maliyet, diğer tarafta yüzey kalitesi durur.
Karar verirken kendinize şu soruları sorabilirsiniz:
- Kalın siyah sac kesiyorsanız ve önceliğiniz ucuz, hızlı üretimse: Oksijen sizin için doğru tercihtir. Yanma reaksiyonunun sağladığı ek ısı kalınlıkla başa çıkmanızı kolaylaştırır, gaz maliyeti de düşük kalır.
- Paslanmaz çelik veya alüminyum kesiyorsanız ve yüzey kalitesi kritikse: Azot tercih edilmelidir. Parça doğrudan boyaya veya kaynağa gidebileceği için işlem sonrası temizlik maliyetinden de kurtulursunuz.
- İnce sacta maliyeti düşürmek istiyorsanız ve orta düzey kalite yeterliyse: Basınçlı hava değerlendirilebilir.
Kısacası kararı maliyetle kalite arasındaki o ince çizgi belirler. Kalın sacta ucuz üretim hedefliyorsanız oksijenin getirdiği oksit tabakasını ve sonrasındaki temizliği göze alırsınız. Yüzeyin pırıl pırıl çıkması gereken işlerde ise azotun yüksek gaz maliyetine katlanmak, sonradan harcanacak taşlama ve temizlik iş gücünden çoğu zaman daha kârlıdır.
Doğru gaz seçimi kadar, bu gazı verimli kullanacak doğru makine ve doğru parametreler de en az o kadar önemlidir. Aynı gaz, doğru ayarlanmış bir tezgâhta tasarruf sağlarken, yanlış kurulumda hem kaliteyi hem de bütçeyi tüketebilir. SFA Makina'nın deneyimli teknik ekibi, üretim hatlarınıza en uygun lazer kesim çözümlerini sunmak ve gaz seçiminden parametre ayarına kadar her aşamada size en doğru yönlendirmeyi yapmak için yanınızda. Üretiminize en uygun çözümü birlikte belirlemek için iletişim sayfamız üzerinden bize ulaşabilirsiniz.
Bize UlaşınLazer Kesimde Gaz Seçimi Hakkında Sıkça Sorulanlar
Paslanmaz çelik oksijenle kesilebilir mi?
Teknik olarak kesilebilir ancak kesinlikle tavsiye edilmez. Oksijen, paslanmaz çeliğin yapısındaki krom ile tepkimeye girerek malzemenin paslanma (korozyon) direncini düşürür ve kesim yüzeyinde siyah, yanık bir tabaka bırakır. Paslanmaz metallerde parlak kenar için her zaman azot tercih edilmelidir.
Lazerde hava kesimi için kompresör nasıl olmalı?
Basınçlı hava ile kesim (air cutting) yapabilmek için genellikle 13 ile 16 bar arası sürekli ve stabil basınç üretebilen vidalı kompresörler gerekir. Sadece basınç yeterli değildir; sisteme giren havanın optik camlara zarar vermemesi için kesinlikle nemsiz ve yağsız (kurutuculu ve hassas filtreli) olması şarttır.
Azot tüketimi neden oksijenden çok daha fazladır?
Oksijen, malzemeyi yakarak (ekzotermik reaksiyon) kestiği için düşük basınçlarda (örneğin 1-3 bar) bile başarılı sonuç verir. Azot ise yanıcı değildir, eriyen metali sadece fiziksel güçle (mekanik basınçla) dışarı atmak zorundadır. Bu görevi yapabilmesi için malzemenin kalınlığına göre 15-20 bar gibi çok daha yüksek basınçlara ihtiyaç duyar.
Yorum Yapın